Introduction
A customer in the food and beverage equipment industry once shared a problem with us: the equipment operated stably when producing beverages, and the level, pressure, and temperature signals were all normal. However, after switching to a more viscous fruit pulp product, level misjudgment, pressure fluctuations, and occasional temperature alarms began to appear on site.
The customer’s first judgment was: is the sensor damaged?
But after looking deeper into the working conditions, the problem may not necessarily lie in the sensor itself. The sensor had not changed, and the installation position had not changed either. What really changed was the medium condition, cleaning residue, pipeline flow state, and the original judgment parameters in the control system.
A Common Phenomenon: The Sensor Has Not Changed, but the Reading Has
In food and beverage equipment, sensor abnormalities do not always occur after long-term operation. Instead, they often appear during product changeover, cleaning, or restarting. The equipment may run stably during the previous batch, but after switching to the next product, the level signal begins to fluctuate, the pressure curve becomes unstable, and temperature alarms occasionally appear. On-site maintenance personnel may easily attribute the problem to sensor failure.
This judgment is understandable. From the surface, the abnormality is indeed reflected through the sensor signal. But from the perspective of measurement logic, the sensor only converts the on-site condition into an electrical signal or data. It reflects the actual working condition at the measuring point at that moment. After product changeover, the equipment structure remains unchanged, but this does not mean the environment faced by the sensor has remained unchanged.
For equipment manufacturers, this type of problem deserves early consideration. If sensor selection only focuses on measuring range, accuracy, and output type, it may meet static parameter requirements, but it may not fully cover dynamic scenarios such as product changeover, cleaning, residue, foam, and viscosity changes. Many later-stage commissioning problems are not caused by insufficient product parameters, but by an incomplete understanding of the real working conditions during the selection stage.
“Key Point
Unstable sensor signals after product changeover do not necessarily mean that the sensor is damaged. In many cases, after the medium, cleaning condition, parameter logic, and on-site flow state have changed, the sensor simply starts to “see” a new working condition.
When the Product Changes, the Medium Condition Faced by the Sensor Also Changes

Food and beverage equipment may appear to operate on the same production line, but the differences between different products can be significant. Water, tea drinks, juice, milk, yogurt, fruit pulp, syrup, and sauces all differ in viscosity, fluidity, thermal conductivity, foam behavior, wall adhesion, and residue characteristics.
For level detection, low-viscosity liquids usually have a clear liquid surface and respond more directly. However, if the medium easily foams, adheres to the wall, or forms an attached layer, level judgment may be disturbed. For pressure measurement, water-based media and viscous materials have different pipeline resistance and pumping behavior, resulting in different pressure fluctuation ranges. Different readings at the same measuring point under different media are not necessarily abnormal.
The same applies to temperature measurement. Different media conduct heat at different speeds, and the temperature equalization process after entering the equipment also varies. The sensor probe detects the local temperature, not the average temperature of the entire system. If the material feed speed, mixing state, or residual temperature after cleaning changes after product changeover, short-term fluctuations in the temperature signal should also be judged together with the actual site conditions.
Therefore, the sensor is not facing an abstract “food and beverage production line,” but specific medium conditions one by one. The more frequent the product changeover and the more obvious the differences between media, the less sensor selection and parameter setting should be based on a single product alone.
Cleaning Completed Does Not Mean the Measuring Point Has Fully Recovered
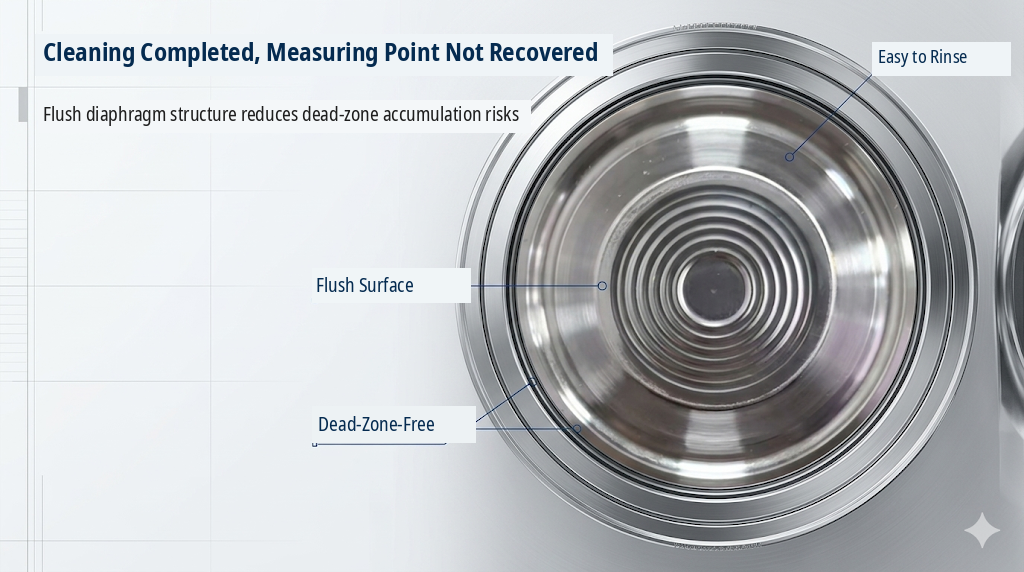
Food and beverage equipment usually requires cleaning, which is an important part of ensuring production hygiene and stable equipment operation. However, from the perspective of sensor measurement, cleaning completed does not mean that the measuring position has fully returned to an ideal state.
Although the pipeline or tank may seem to have been rinsed clean as a whole, local residue may still remain at pressure ports, around level probes, or on temperature probe surfaces. Foam, water films, wall-adhered material, and cleaning liquid that has not been completely drained may all affect sensor readings during the early stage of startup. Relatively viscous media such as syrup, fruit pulp, yogurt, and sauces are more likely to form short-term adhesion in local areas.
There may also be differences between the cleaning liquid temperature and the normal production temperature. If low-temperature material enters immediately after high-temperature cleaning, or a higher-temperature medium enters after cold-water rinsing, both the sensor probe and the surrounding structure require a thermal stabilization process. During this stage, short-term changes in temperature readings are not necessarily sensor drift, but may indicate that the measuring environment has not yet stabilized.
This is why, when selecting sensors for food and beverage equipment, attention should be paid to the wetted structure and cleaning convenience of the sensor. Taking pressure measurement as an example, if the medium is prone to residue, a flush diaphragm structure is more helpful than a traditional pressure port in reducing dead zones and accumulation risks. Stainless steel material, flat wetted surfaces, and easy-to-clean installation methods are not decorative additions, but practical measures to reduce uncertainty under complex working conditions.
The Parameters Have Not Changed, but the Judgment Criteria May No Longer Be Suitable
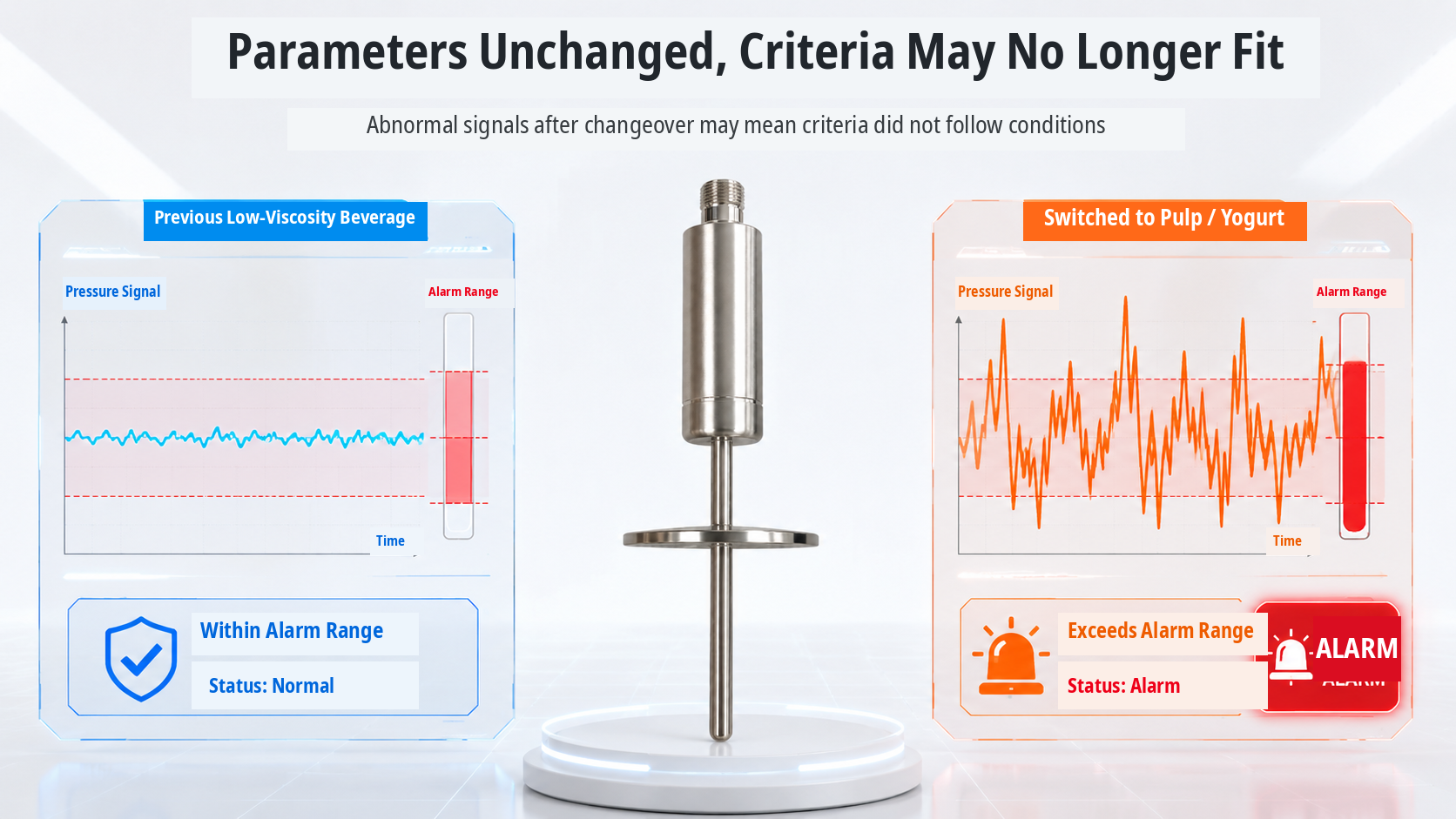
Sensor readings are only the first layer of information. How the control system judges these readings determines whether the site issues an alarm, stops the machine, or prompts an abnormal condition. After product changeover, if the working condition has changed while the alarm points, delay time, window range, and judgment logic still follow the previous batch, false alarms can easily occur.
For example, the pressure fluctuation range of the previous low-viscosity beverage batch may be small, so the system can use a narrower alarm range. But after switching to fruit pulp, syrup, or yogurt, the material flow resistance increases, and pressure fluctuations during pumping may naturally become larger. If the original alarm points are still used, the site may feel that the pressure signal has become unstable.
The same applies to level judgment. Different media have different liquid surface conditions, foam behavior, and wall adhesion levels, so the delay time, filtering, or window range required by the level signal may also change. Temperature control should also be combined with the process range of the current product, rather than simply using the settings of the previous product.
Therefore, many abnormalities after product changeover are not caused by “wrong measurement,” but by “judgment criteria that have not changed along with the working condition.” For multi-product production equipment, if the sensor supports parameter reading, backup, and quick adjustment, equipment commissioning and maintenance can become clearer. The value of IO-Link in such scenarios does not have to be understood as a complex digitalization concept. Its more practical significance is helping the site read status, manage parameters, and reduce repeated settings more conveniently.
The Installation Position Has Not Changed, but the On-Site Flow State May Have
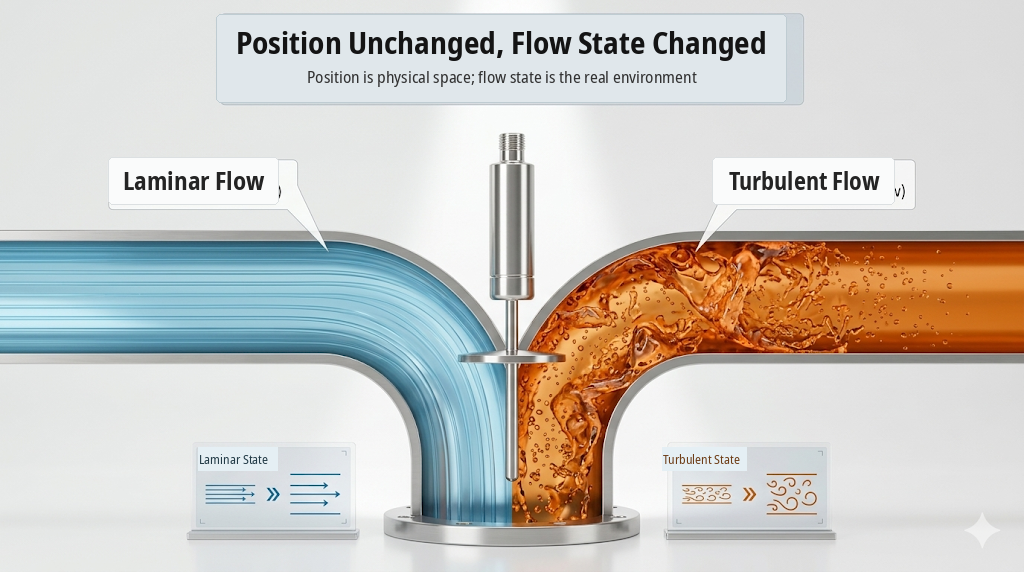
When troubleshooting sensor problems, many equipment manufacturers may say: the installation position has not changed, so why was it normal before but abnormal now? This statement itself is understandable, but it overlooks one key point: an unchanged position does not mean the flow state at that position has not changed.
After product changeover, the viscosity, flow rate, and pumping state of the material can all affect the pressure distribution in the pipeline. Changes in valve opening, pump frequency adjustment, and resistance in the filtering section may all cause local pressure fluctuations. Positions after elbows, tees, reducers, and valves are naturally more susceptible to flow disturbance. Once the material characteristics change, these disturbances may become more obvious.
Level measurement is also affected by installation position. If the level sensor is close to the feed inlet, feed impact, foam changes, and liquid surface disturbance after product changeover may all affect judgment. When measuring low-foam, low-viscosity media, the problem may not be obvious. But after switching to a medium that easily foams or adheres to the wall, the same position may become less ideal.
This shows that sensor selection and installation should not only consider whether the sensor can be installed, but also whether it will face a stable and interpretable working condition at that position over the long term. For equipment manufacturers, evaluating the flow state around the measuring point in advance is more valuable than repeatedly replacing sensors later.
What Questions Should Equipment Manufacturers Ask in Advance When Selecting Sensors?
When selecting sensors for food and beverage equipment, measuring range, accuracy, output type, and interface specifications are of course important, but these are more like basic conditions. What truly determines the later user experience is often the questions related to changing working conditions.
For example, will this equipment frequently change products? Will the medium switch from low viscosity to high viscosity? Is the medium prone to foaming? Is there wall adhesion or residue? Is the cleaning frequency high? Are there elbows, valves, tees, or feed impact near the measuring point? Do alarm parameters need to be adjusted according to product formulas? Do on-site maintenance personnel need to quickly read the sensor status?
Clarifying these questions before selection can help avoid many uncertainties during later commissioning. For pressure sensors, it is not enough to look only at the pressure range; the wetted structure should also be suitable for the medium. For level sensors, it is not enough to look only at the probe rod length; the installation position and medium condition also need to be considered. For temperature sensors, it is not enough to look only at the temperature range; response speed, installation method, and convenient on-site reading are also important.
In food and beverage equipment applications, Sentinel can provide field sensors such as pressure, level, and temperature sensors, as well as standardized M12 connection solutions. For equipment requiring status reading and parameter management, IO-Link solutions can also be combined to improve maintenance convenience. Our recommendation is not to put products before problems, but to understand the site first, and then select a sensor structure, output method, and connection solution that better suits the real working conditions.
▣Article Summary
After product changeover in food and beverage equipment, unstable sensor signals do not necessarily mean that the sensor itself is damaged. Changes in medium characteristics, local residue after cleaning, parameter logic that has not been adjusted accordingly, and changes in flow state near the installation position may all cause the same sensor to show different signal behavior.
For equipment manufacturers, sensor selection should not stop at measuring range, accuracy, and output type. The more frequently equipment changes products, undergoes cleaning, and switches between multiple media, the more important it is to consider measurement structure, installation environment, parameter management, and maintenance convenience in advance. This helps equipment operate more stably in real field conditions and makes later commissioning more controllable.
FAQ
1. Does a sensor alarm after product changeover always mean the sensor is damaged?
Not necessarily. After product changeover, medium viscosity, foam, residue, temperature, and flow state may all change. A sensor alarm may simply reflect a new working condition. The site should first confirm the medium, cleaning condition, and parameter settings before judging whether the sensor is faulty.
2. Why should sensor selection for food and beverage equipment not only focus on range and output?
Range and output only indicate whether the sensor meets basic electrical and measurement requirements. Food and beverage equipment is also affected by cleaning, product changeover, wall adhesion, foam, viscous media, and installation position. If these factors are ignored, false alarms and reading fluctuations are more likely to occur later.
3. What practical value does IO-Link provide for equipment with frequent product changeover?
IO-Link helps equipment read sensor status, manage parameters, and make quick adjustments. For multi-product production equipment, its value is not simply adding a communication function, but making parameter switching, status confirmation, and later maintenance more convenient.
Customer Support and Service
Tianjin Sentinel Electronic has been deeply engaged in the field of industrial automation for 17 years and has provided more than 170 application cases for industries such as rail transit, automotive manufacturing, and new energy. We provide full-cycle services from sensor selection and system integration to after-sales diagnosis. If you would like to learn more about Sentinel products, please contact our sales team or call us at 022-83726972. You can also visit Sentinel’s official website at www.sentinel-china.com.
You are welcome to schedule an online demonstration or apply for a sample trial, and let our engineers customize a complete solution for you from “data entry” to “action execution.”